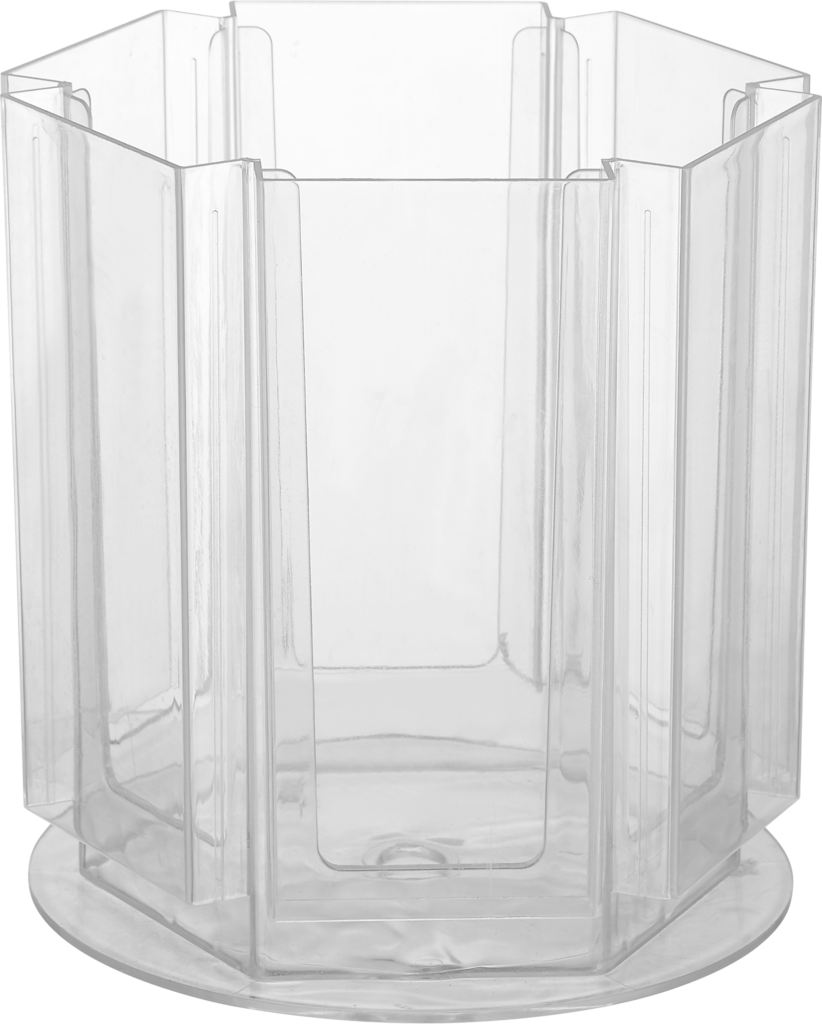
Long core pulling mold, GPPS, 2-layer core pulling upto 230-260mm long, high gloss clear finish.
Creating a mold with a very long core presents several technical difficulties, both in manufacturing and molding:
- Core Strength and Stability: A very long core needs to be strong and stable. Otherwise, it can bend or break.
- Ejection Problems: Ejecting a part with a long core is challenging. The increased friction raises the risk of damage.
- Cooling and Heating: Maintaining uniform temperature throughout a long core is difficult. Uneven cooling causes warping or defects.
- Alignment Issues: Ensuring perfect core alignment during mold closing and opening is critical. Misalignment leads to defects and wear.
- Complex Mold Design: Designing molds with long cores requires precise engineering. Complex mechanisms are often needed for insertion and removal.
- Material Flow: Ensuring even material flow around a long core is challenging. Uneven flow causes air pockets and filling issues.
- Tooling and Manufacturing Costs: Producing molds with long cores requires specialized equipment. This increases manufacturing complexity and costs.
Addressing these challenges involves using high-quality materials and advanced engineering techniques. Precise manufacturing processes ensure effective long core functionality.
| Item and Finish Target | ||
| 1 | Resin Type | GPPS, natural color without coloration |
| 2 | Finish Requirement | Full and uniform filling, dimensions meet specifications, structure intact without cracks, good surface without scratches |
| 3 | Finish Weight | 500gram |
| Mold Scenario | ||
| 4 | Structure | 1-cavity, 6-slider, hot runner, pin gate, 3-point injection |
| 5 | Steel & Process | S50C standard mold base, H13 core and slider, quenching & nitriding treatment |
| Molding | ||
| 6 | Machine Clamping force | 400KN |
| Cycle Time | 35 seconds |