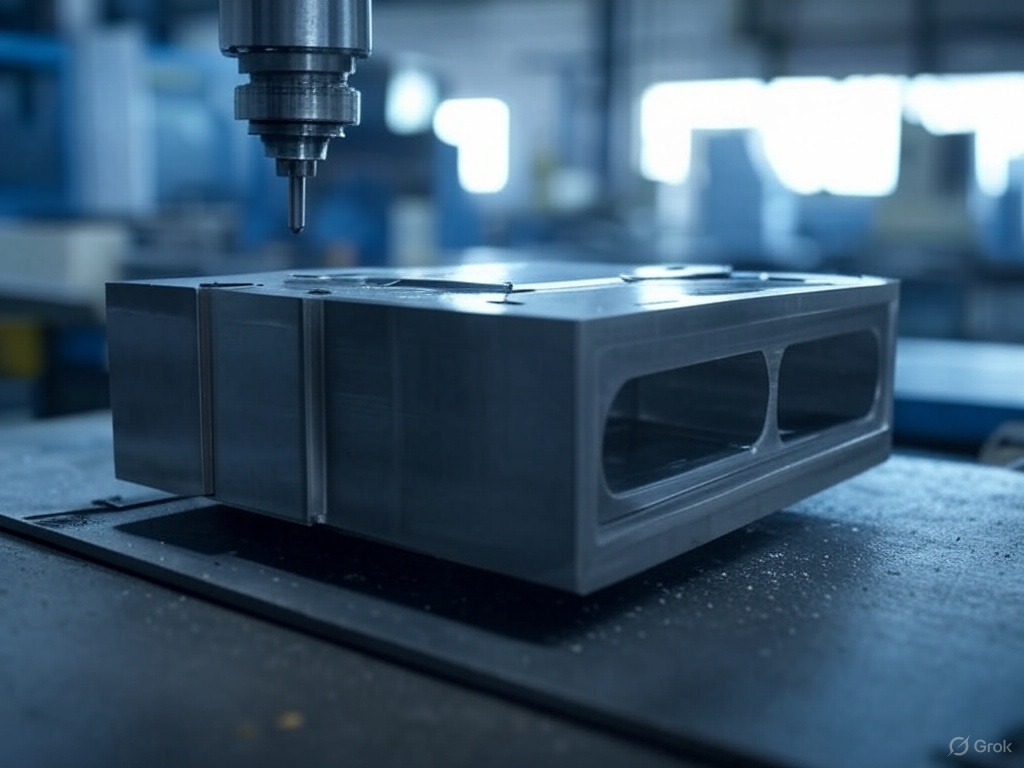
Injection molded polypropylene can with lid, molding thin-wall polypropylene cans involves several intricate challenges:
- Uniform Thickness: Ensuring consistent thickness throughout the walls of the can is crucial for structural integrity and aesthetic appeal. Variations in thickness can lead to weak spots or uneven distribution of stress. This will potentially causing the can to deform or fail.
- Preventing Warping: Polypropylene has a tendency to warp during the molding process, especially when molding thin walls. Warping can result from uneven cooling or improper mold design, leading to distorted or misshapen cans.
- Managing Cooling: Rapid and uniform cooling is essential for maintaining dimensional stability and preventing defects such as sink marks or shrinkage. Achieving proper cooling can be challenging with thin walls, as heat dissipates more quickly, requiring precise control of cooling channels and cycle times.
- Flow Control: Ensuring consistent flow of molten polypropylene into the mold cavity is critical for achieving uniform wall thickness. Proper gate design and placement are essential to prevent flow-related defects such as flow lines or air traps.
- Material Selection: Choosing the right grade of polypropylene resin is crucial for molding thin-wall cans. The material must possess suitable flow properties, impact resistance, and heat resistance to withstand processing conditions and the intended application.
Addressing these challenges requires careful attention to mold design, processing parameters, and material selection, along with thorough testing and optimization to achieve the desired results.
| Item and Finish Target | ||
| 1 | Resin | PP |
| 2 | Requirement | even wall thickness with can, cycle time be no more than 15 seconds |
| Mold Scenario | ||
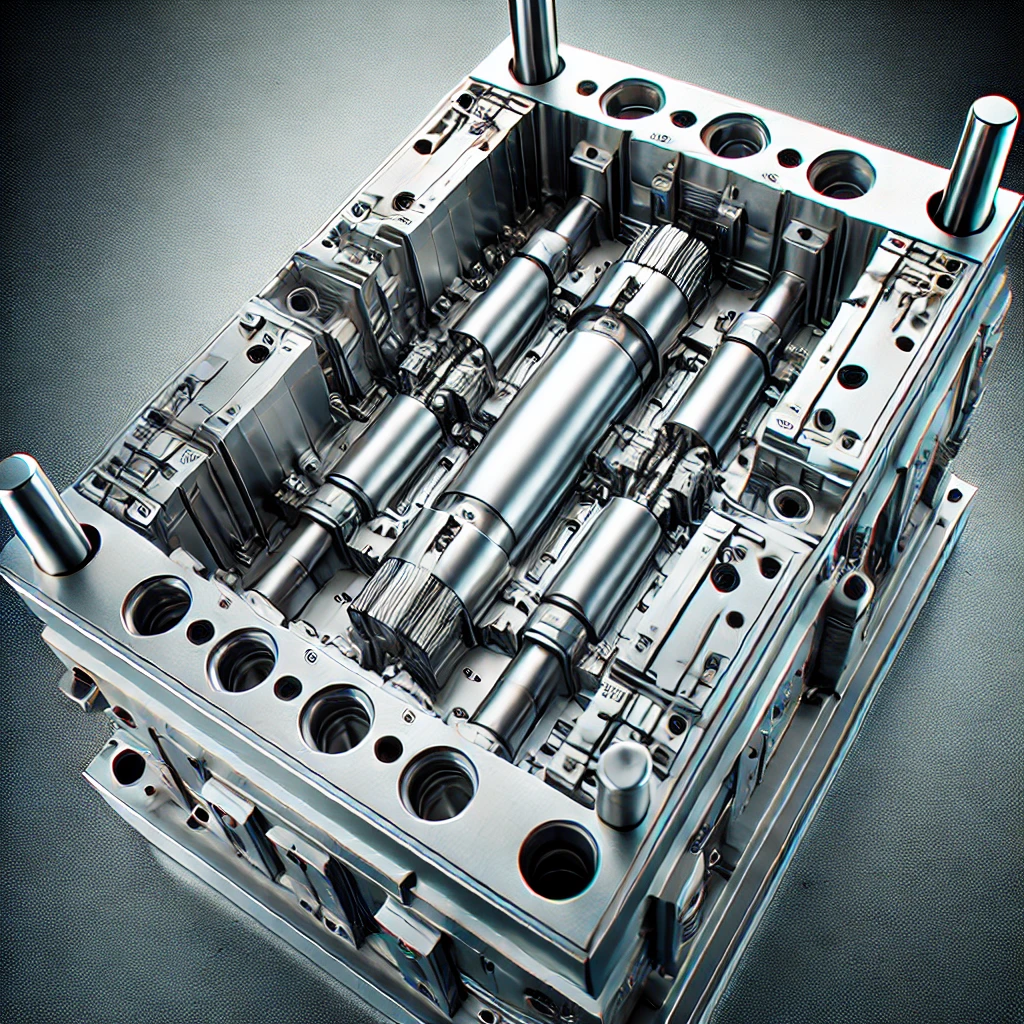
| 3 | Structure | 4-cavity, pin-gate hot runner |
| 4 | Core & Cavity Steel | S136,H13,quenching hardened |
| Molding | ||
| 5 | Clamping Force | 280KN |
| Cycle Time | 14 seconds |